When it comes to metal cutting, many people think of fiber (sander) sheets and dangerous sparks. But in modern industry, TCT and Cermet metal-cutting saw blades have changed the game. These blades, designed for profile cutters and disk saws, offer a clean, fast, smooth cut, and most importantly, a spark-free and high-temperature (cold cut) performance.
In this guide, as a tool specialist, we introduce you to the anatomy of metal-cutting saw blades to avoid costly blade breakage or burning of components.
📞 Specialized Consultation and Direct Purchase
Are you tired of constant fiber sheet replacement and scoring?
Choosing the wrong metal-cutting disk blade not only breaks expensive blade teeth but also poses a serious safety risk. For cutting various types of iron, aluminum, steel, and sandwich panels, you need a blade with precise engineering (negative angle and ceramic teeth).
Contact our technical specialists right away. We offer the best and most cost-effective blade based on the type of workpiece, metal thickness, and your machine’s specifications (RPM).
For free consultation, instant price quote, and guaranteed purchase, call:
☎️ 021-56575111 (Specialist Line)
📱 0912-3221757 (Direct Consultation)
📱 0900-9504025 (Sales Support)
When it comes to metal cutting, many people think of fiber (abrasive) blades and dangerous sparks. However, in modern industry, TCT (Tungsten Carbide) and Cermet metal-cutting saw blades have changed the game. These blades, designed for profile saws and disk saws, offer a clean, fast, smooth cut, and most importantly, a spark-free, high-temperature (cold cut).
In this guide, as a tool specialist, we will introduce you to the anatomy of metal-cutting blades so you never have to pay the high cost of breaking teeth or burning parts again.
1. What is the difference between a metal-cutting disk blade and a fiber blade?
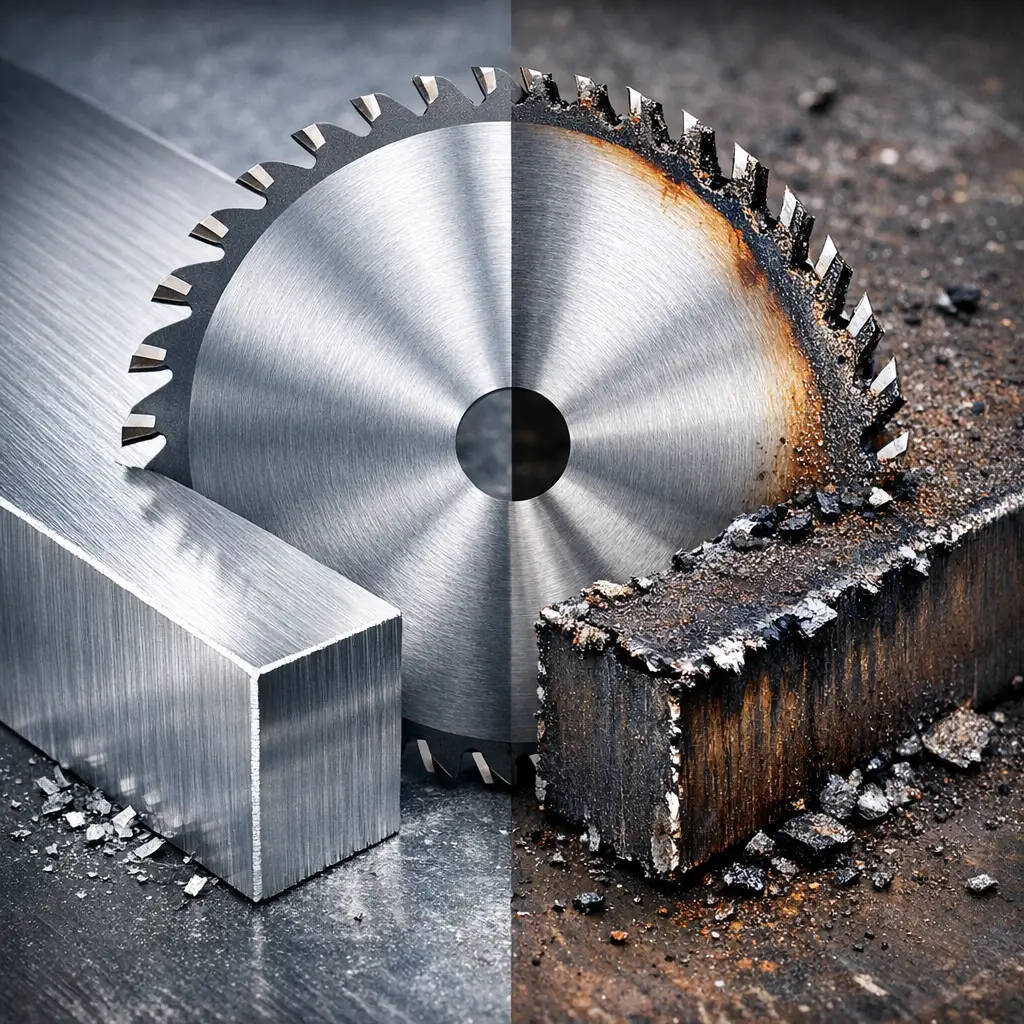
Fiber blades cut metal through abrasion and melting. This process generates intense heat, metal discoloration, burrs, and numerous sparks.
In contrast, metal-cutting disk blades, just like cutting wood, grind the metal (shavings). The heat generated is dissipated through the shavings instead of being transferred to the workpiece, which is why the piece remains cool after cutting.
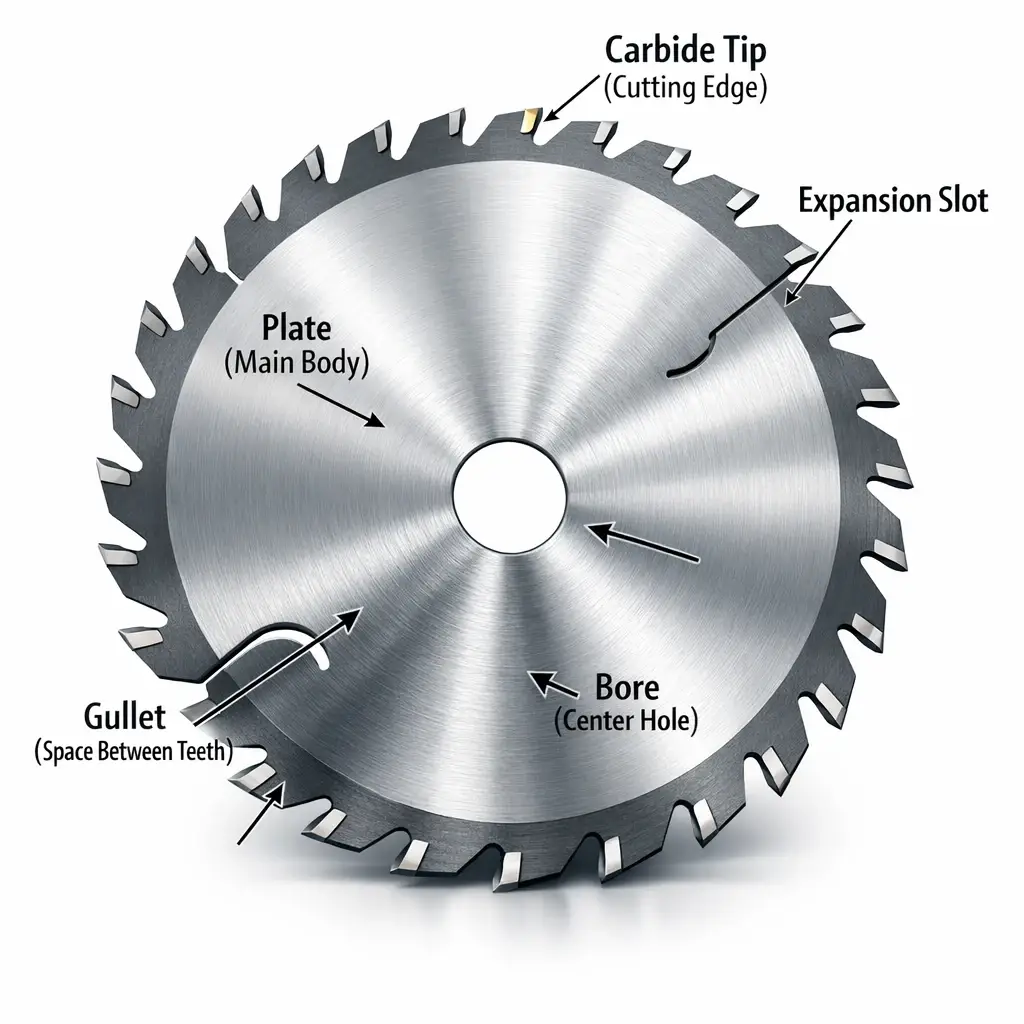
2. Anatomy and Tooth Geometry in Metal-Cutting Blades
If you use a wood-cutting blade on metal, all its teeth will shatter in less than 5 seconds! Metal-cutting blades possess three critical, engineered features:
A) Tooth Material: Tungsten Carbide (TCT) or Cermet?
For cutting softer metals (such as aluminum), industrial-grade TCT (Tungsten Carbide Tipped) teeth are suitable. However, for cutting iron, steel, and stainless steel, the best blades are made of Cermet (a composite of ceramic and metal). Cermet offers exceptionally high heat resistance and does not dull under the friction generated when cutting steel.
B) Tooth Geometry: TCG Only!
When cutting metal, we absolutely never use Alternate Top Bevel (ATB) teeth. The standard geometry for metals is TCG (Triple Chip Grind). In this configuration, a trapezoidal tooth clears the initial path, and the subsequent flat tooth cleans the corners. This division of labor ensures that less shock is transmitted to the blade, preventing the teeth from breaking upon contact with hard metals.
C) Hook Angle: The Secret to Preventing Snagging!
In wood-cutting blades, the hook angle is positive (for example, 15∘15^\circ to 20∘20^\circ) so that the blade aggressively bites into the wood. However, with metals, if the angle is positive, the blade will catch in the material and cause a kickback.
The hook angle in a circular metal-cutting saw blade must be zero or negative (between 0∘0^\circ and −5∘-5^\circ). A negative angle forces the blade to push the metal downward, executing the material removal with complete control and without snagging or grabbing.
Here is the professional and structured English translation of the provided text:
3. Rotational Speed (RPM): The Achilles Heel of Metal Cutting
The biggest mistake users make is mounting a metal-cutting blade on angle grinders or high-speed miter saws (above 5000 RPM). Metal-cutting blades (especially for iron and stainless steel) require low speed and high torque.
- Cutting Iron and Steel: Maximum 1300 to 1700 RPM.
- Cutting Aluminum: Tolerable up to 3000 RPM.
Guide for Selecting Metal-Cutting Circular Saw Blades
| Metal / Target Material | Tooth Type and Hook Angle | Permissible Device Speed (RPM) | Work Result and Output |
|---|---|---|---|
| Iron Profiles and Structural Steel | Cermet Tooth / Hook Angle 0∘0^\circ | 1300 to 1500 RPM | Cold cut, burr-free, ready for welding without grinding |
| Stainless Steel (Inox) | Special Cermet Tooth / Hook Angle −5∘-5^\circ | 1000 to 1200 RPM | Requires coolant, no discoloration or burnt edges |
| Aluminum and Non-Ferrous Metals | TCT Tooth (High Density) / Negative Angle | 2000 to 3500 RPM | Perfectly polished surface, aluminum chips do not stick to the teeth |
| Sandwich Panel (Sheet & Foam Composite) | TCT Tooth with TCG Geometry / Hook Angle 0∘0^\circ | Up to 3000 RPM | Simultaneous cutting of metal sheet and foam without melting or tearing the coating |
Common Problems and Troubleshooting
- Teeth break quickly: Either the workpiece is not securely clamped in the vise (workpiece vibration), or your machine’s RPM is too high.
- Cutting edges have burrs: The blade has become dull, or you are using a blade with an inappropriate (too low) number of teeth for the sheet thickness. (Rule of thumb: Always at least 3 teeth must be engaged with the metal thickness simultaneously).
- The blade smokes or gets hot: Your feed rate (hand pressure) is too low, causing friction instead of cutting, or you have used wood ATB teeth instead of TCG.
📞 Expert Consultation and Direct Purchase (CTA)
Are you tired of constantly replacing abrasive discs and deburring?
Choosing the wrong metal-cutting circular saw blade not only breaks expensive blade teeth but also severely compromises your safety. For cutting various iron, aluminum, stainless steel, and sandwich panel profiles, you need a precisely engineered blade (negative angle and Cermet teeth).
Contact our technical experts right now. Based on your workpiece material, metal thickness, and machine specifications (RPM), we will recommend the best and most cost-effective blade for you.
For free consultation, real-time price inquiries, and a guaranteed purchase, contact us:
☎️ 021-56575111 (Special Office Line)
📱 0912-3221757 (Direct Consultation)
📱 0900-9504025 (Sales Support)
Practical Frequently Asked Questions
Q: How does a metal-cutting circular saw blade differ from a wood-cutting blade?
A: Metal-cutting saw blades are completely different from wood-cutting blades in terms of body alloy, tooth material, rake angle, and the number of teeth. Metal-cutting teeth usually have a zero or negative rake angle to prevent the blade from snagging in the metal. Additionally, metal cutters are designed to operate at lower motor speeds (RPM). Using a wood-cutting blade for metal will immediately cause the teeth to break and create life-threatening hazards.
Q: What do TCT and HSS mean in metal-cutting blades?
A:
- HSS (High-Speed Steel) Blade: Made entirely of alloy steel. Mostly used for cutting standard steel sections, pipes, and profiles in “cold saw” (coolant-based) machines and can be resharpened multiple times.
- TCT (Tungsten Carbide Tipped) Blade: The body is made of steel, but the tooth tips are brazed with carbide (Tungsten Carbide). These blades are ideal for fast, dry cutting (without coolant) and harder metals.
Q: How do I choose the appropriate number of teeth (Z) for cutting metal?
A: There is a general rule in machining: At least 3 to 4 teeth must always be engaged with the workpiece thickness simultaneously.
- For thin metals (light sheets and profiles): You need a blade with a high number of teeth (high density) so that the cut is smooth and the teeth do not snag on the part.
- For thick metals (solid and billets): You need a blade with fewer teeth so that there is enough space (tooth gullet) for large chips to exit.
Q: Can I cut aluminum with an iron-cutting metal blade?
A: It is not recommended. Aluminum is a soft and sticky metal. Specialized aluminum-cutting saw blades have different tooth angles (usually TCG) and larger gullets for chip evacuation. Using an iron-cutting blade for aluminum causes the chips to weld to the teeth (referred to as “loading” the blade) and halts the cutting process.
3. How to Use and Machine Settings
Q: What is the appropriate rotational speed (RPM) for a metal-cutting circular saw blade?
A: Unlike wood, metals must be cut with low speed and high torque. The exact speed, based on the blade diameter and metal type, is calculated using the cutting speed formula:
Vc=π×D×N1000V_c = \frac{\pi \times D \times N}{1000}
(Where VcV_c is the cutting speed, DD is the blade diameter, and NN is revolutions per minute).
Generally, metal circular cut-off machines (Cold Saws) usually operate at speeds between 1300 to 1500 RPM, while wood-cutting machines have speeds above 4000 RPM.
Q: Is coolant (soap water) required when cutting with a circular saw blade?
A:
- For HSS blades, using coolant is mandatory to prevent the blade from burning and deforming.
- Many TCT (metal-cutting carbide) blades are designed for “Dry Cut” and dissipate heat through the chips. However, using lubricating waxes or special sprays can significantly increase the lifespan of a TCT blade. For cutting aluminum, using a lubricant is absolutely essential.
Q: Why do the teeth on my metal-cutting blade break (chip)?
A: Tooth breakage usually occurs for the following reasons:
- The workpiece is not securely clamped in the vise and vibrates.
- Excessive and sudden pressure by the user when lowering the blade onto the workpiece.
- Choosing a blade with too few teeth for a thin sheet thickness.
- The tooth entering a welded area (welds are much harder than the base metal).
Q: Why does my saw blade slide on the metal and get hot instead of cutting?
A: This is a sign that the blade has become dull. When the cutting angle of the tooth is lost, the blade creates friction on the metal instead of penetrating it. This condition causes intense heating (the blade body changing color to blue or brown). In this situation, you must immediately stop working and send the blade to be sharpened.
Q: Can a metal-cutting carbide (TCT) blade be resharpened?
A: Yes, but this must be done by precision CNC machines using special Diamond Wheels in tool-sharpening service workshops. Manual sharpening or using a standard angle grinder will destroy the precise tooth angles and render the blade useless.
Q: What are the most important safety tips when working with a metal-cutting circular saw blade?
A:
- Use safety glasses and a face shield: Metal chips are ejected at high speeds during cutting.
- Secure the workpiece: Never hold a metal part by hand; always use the machine’s vise. The blade snagging on a loose part causes it to catch and dangerously throw the piece.
- Check the blade guard: Ensure that the movable blade guard of the machine works correctly and covers the blade after the cut is completed.
- Collect the chips: Metal chips (especially in dry cutting) are very hot and sharp; use appropriate safety gloves.