۱. قالب تزریق پلاستیک چیست؟
قالبگیری تزریقی یک فرآیند پیشرفته تولید است که در آن، پلیمرهای حرارتی (ترموپلاستیکها) ذوب شده و تحت فشارهای بسیار بالا (گاهی تا بیش از 1000 بار) به درون یک محفظه فلزی توخالی (قالب) تزریق میشوند. این قالبها معمولاً از فولادهای آلیاژی (مثل P20، H13 یا MO40) ساخته میشوند تا بتوانند میلیونها چرخه (Cycle) تولید را بدون افت کیفیت تحمل کنند.
۲. مواد اولیه پرکاربرد در تزریق پلاستیک
انتخاب نوع پلاستیک بر اساس کاربرد نهایی قطعه انجام میشود. مهمترین پلیمرهای صنعتی عبارتند از:
- ABS (اکریلونیتریل بوتادین استایرن): مقاومت در برابر ضربه بالا، مناسب برای بدنه لوازم خانگی و قطعات خودرو.
- PP (پلیپروپیلن): انعطافپذیر، مقاوم در برابر خستگی و مواد شیمیایی، ایدهآل برای درب بطریها و ظروف بستهبندی.
- PC (پلیکربنات): شفاف و به شدت مقاوم در برابر ضربه (طلقهای چراغ خودرو و عینکهای ایمنی).
- POM (پلیاستال/هوستافرم): مقاومت سایشی عالی، مناسب برای چرخدندههای پلاستیکی و قطعات مکانیکی دقیق.
- PA (پلیآمید/نایلون): استحکام کششی بالا، معمولاً با الیاف شیشه ترکیب میشود تا مقاومت حرارتی و مکانیکی آن افزایش یابد.
چه نوع قالبی در قالب گیری تزریقی استفاده می شود ؟
قالب های تزریقی را می توان به روش های مختلفی طبقه بندی کرد که هر کدام بر جنبه های مختلف فرآیند تولید تأثیر می گذارد. در اینجا نگاهی دقیق به این دسته ها و اهمیت آنها می اندازیم:
نوع صفحه
نوع صفحه بر هزینه قالب ، پایان محصول نهایی و کارایی کلی تولید تأثیر می گذارد.
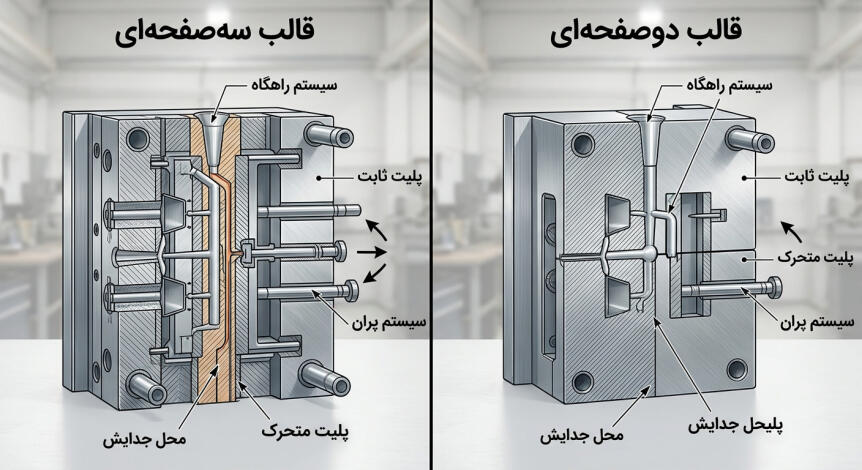
قالب های دو صفحه ای: از دو قسمت اصلی تشکیل شده اند—حفره و هسته. آنها ساده تر و ارزان تر هستند اما ممکن است در طراحی قطعات پیچیده محدودیت داشته باشند.
قالب های سه صفحه ای: شامل یک صفحه اضافی برای جدا کردن قطعات از دونده ها ، بهبود پرتاب و کیفیت قطعات است. آنها متنوع تر هستند اما گران تر هم هستند.
قالب های صفحه ای انباشته شده: از سطوح مختلف حفره استفاده می کنند و خروجی را بدون افزایش اثر پا دو برابر می کنند. آنها برای تولید با حجم بالا ایده آل هستند اما نیاز به تراز دقیق و طراحی پیچیده دارند.
نوع دونده
نوع دونده بر انعطاف پذیری طراحی قالب ، زباله های مواد و میزان پردازش پس از پردازش مورد نیاز تأثیر می گذارد.
قالب های سرد: از کانال های گرم نشده برای هدایت پلاستیک ذوب شده به حفره های قالب استفاده کنید. آنها ارزان تر هستند اما نیاز به پردازش بیشتر برای حذف دونده ها از محصول نهایی دارند.
قالب های داغ: شامل کانال های گرم شده ، نگه داشتن پلاستیک ذوب شده تا زمانی که به حفره ها برسد. آنها نیاز به زباله و پس از پردازش را کاهش می دهند اما پیچیده تر و گران تر هستند.
طراحی حفره قالب
طراحی حفره قالب نقش مهمی در کارایی تولید و کیفیت قطعات دارد که به طور مستقیم بر سرعت ، هزینه و ثبات فرآیند تولید تأثیر می گذارد.
قالب های تک حفره ای: قالب های تک حفره ای در هر چرخه تزریق یک قسمت پلاستیکی تولید می کنند. این به مدل های تک حفره ای کندترین زمان تولید سه نوع قالب را که در حال بحث هستیم می دهد. با این حال ، به دلیل اندازه و سادگی نسبی آنها ، تولید آنها کاملا مقرون به صرفه است ، و آنها را به یک گزینه خوب برای حجم تولید کوچک تبدیل می کند که در آن سرعت تولید بزرگترین عامل نیست.
قالب های چند حفره ای: قالب های چند حفره ای حاوی چندین حفره هستند ، همانطور که از نام آن پیداست. این قالب ها در هر چرخه تولید چندین نسخه از یک محصول پلاستیکی را تولید می کنند. آنها برای اهداف تولید انبوه ایده آل هستند ، با سرعت تولید بالا و قیمت پایین در هر قطعه در حجم تولید زیاد. قالب های چند حفره ای برای طراحی و تولید پیچیده و گران هستند ، با این حال این می تواند در هنگام کار با حجم تولید بزرگ جبران شود.
قالب های خانوادگی: قالب های خانوادگی قالب های تزریقی هستند که در هر چرخه تولید چندین قسمت مختلف تولید می کنند. آنها برای تولید سریع محصولات چند بخشی مفید هستند اما طراحی آنها بسیار پیچیده است و بیشتر مستعد نقص قالب بندی هستند.
۳. طبقهبندی قالبها بر اساس تعداد حفره (Cavity)
- قالبهای تکحفرهای (Single Cavity): در هر بار تزریق تنها یک قطعه تولید میکنند. برای تولیدات با تیراژ پایین یا قطعات بسیار بزرگ مناسب است.
- قالبهای چندحفرهای (Multi-Cavity): دارای چندین حفره کاملاً یکسان هستند و در هر چرخه، چندین قطعه تولید میکنند (مناسب برای تیراژهای میلیونی).
- قالبهای خانوادگی (Family Molds): دارای چندین حفره با شکلهای متفاوت هستند که قطعات مختلف یک مجموعه (مثلاً قاب رو و زیر یک کنترل تلویزیون) را همزمان تولید میکنند.
۴. عیوب رایج در تزریق پلاستیک و راهکارها (Troubleshooting)
حتی با بهترین دستگاهها نیز ممکن است قطعات دچار نقص شوند. آشنایی با این عیوب برای تولیدکنندگان حیاتی است:
- پلیسه (Flash): نشت مواد مذاب از درزهای قالب. دلیل: فشار بیش از حد تزریق یا عدم تطابق دقیق دو نیمه قالب.
- تزریق ناقص (Short Shot): پر نشدن کامل قالب. دلیل: کم بودن حجم مواد، فشار پایین تزریق یا مسدود شدن مسیرهای هواکش (Vents).
- فرورفتگی (Sink Marks): ایجاد گودی روی سطوح ضخیم. دلیل: خنککاری نامناسب یا کم بودن زمان هولد (Hold Time).
- خط جوش (Weld Lines): خطوط ظاهری در محل برخورد دو جریان مواد مذاب. دلیل: پایین بودن دمای مواد یا سرعت کم تزریق.
- تابیدگی (Warping): تغییر شکل قطعه پس از خروج از قالب. دلیل: خنک شدن ناهماهنگ بخشهای مختلف قطعه.
۵. چه عواملی قیمت ساخت قالب تزریق را تعیین میکنند؟
هزینه ساخت قالب میتواند از چند ده میلیون تا چند میلیارد تومان متغیر باشد. پارامترهای تعیینکننده عبارتند از:
- ابعاد و پیچیدگی قطعه: وجود رزوهها، آندرکاتها (Undercuts) و نیاز به کشوییها (Sliders) قیمت را به شدت بالا میبرد.
- متریال قالب: استفاده از فولادهای سختکاری شده آلمانی یا سوئدی بسیار گرانتر از آلومینیوم یا فولادهای معمولی است.
- نوع سیستم راهگاه: قالبهای هاترانر (Hot Runner) به دلیل داشتن سیستم حرارتی مجزا، گرانتر از کلدرانرها (Cold Runner) هستند.
- تلرانس ابعادی: اگر قطعه شما نیاز به دقتهای در حد صدم میلیمتر (مثلاً ±0.01\pm 0.01±0.01 mm) داشته باشد، هزینه ماشینکاری (CNC و اسپارک) بیشتر خواهد شد.
قیمت قالب تزریقی
قیمت قالب تزریقی پلاستیک وابسته به عواملی مثل ابعاد قطعه، پیچیدگی طراحی، جنس قالب، تعداد حفرهها و شرکت سازنده است. هرچه قالب پیچیدهتر و با دقت بالاتر باشد، هزینه ساخت و خدمات قالب تزریقی نیز افزایش مییابد. پیشنهاد میشود قبل از خرید یا سفارش، شرکت ما (بارمان صنعت فاخر) مشورت کنید و حتماً نمونه کارها را ارزیابی نمایید.
خرید قالب تزریقی و خدمات قالبسازی
در هنگام خرید قالب تزریقی، دقت به کیفیت مواد، استاندارد بودن طراحی، پشتیبانی فنی و خدمات پس از فروش، اهمیت زیادی دارد. همکاری با شرکتهای صاحبنام در این حوزه، ریسک تولید ضایعات یا خسارتهای بعدی را کاهش میدهد.
۶. نرمافزارهای تخصصی طراحی و شبیهسازی قالب
طراحی اصولی با نرمافزارهای مهندسی، مانع از هدررفت سرمایه میشود:
- SolidWorks & CATIA: برای طراحی سهبعدی قطعه و اجزای قالب (Core & Cavity).
- Autodesk Moldflow / Moldex3D: نرمافزارهای فوقالعاده برای شبیهسازی جریان مواد در قالب، پیشبینی محل خطوط جوش، بررسی سیستم خنککاری و جلوگیری از خطاهای تولید پیش از ساخت فیزیکی قالب.
۷. نگهداری و تعمیرات قالب (PM)
یک قالب گرانقیمت نیاز به مراقبت دارد:
- تمیزکاری دورهای: پاک کردن بقایای پلاستیک و گازهای نشسته بر روی سطوح قالب پس از هر شیفت کاری.
- روغنکاری: گریسکاری پینهای پران و کشوییها برای جلوگیری از سایش.
- پوششدهی: استفاده از اسپریهای ضد زنگ در زمانهایی که قالب در انبار نگهداری میشود.
سوالات متداول
۱. طول عمر یک قالب تزریق پلاستیک چقدر است؟
بستگی به جنس قالب دارد. قالبهای آلومینیومی بین ۱۰ هزار تا ۵۰ هزار ضرب، و قالبهای فولادی سختکاری شده از ۵۰۰ هزار تا بیش از چند میلیون ضرب عمر میکنند.
۲. زمان ساخت یک قالب معمولاً چقدر طول میکشد؟
بسته به پیچیدگی قطعه، طراحی و ساخت یک قالب صنعتی معمولاً بین ۳۰ تا ۹۰ روز کاری زمان میبرد.
۳. آیا امکان تغییر طرح قالب پس از ساخت وجود دارد؟
برداشتن از روی قالب (حذف فلز برای ضخیمتر کردن قطعه پلاستیکی) نسبتاً آسان است، اما اضافه کردن به قالب (جوشکاری برای نازکتر کردن قطعه) بسیار پرهزینه، زمانبر و گاهی غیرممکن است.
جمعبندی نهایی
ورود به صنعت تزریق پلاستیک نیازمند دانش مهندسی، انتخاب درست مواد و همکاری با قالبسازان ماهر است. مهمترین توصیه به کارآفرینان این است که هرگز کیفیت قالب را فدای قیمت ارزانتر نکنند؛ چرا که یک قالب بیکیفیت، با تولید ضایعات بالا، زمان چرخههای طولانی و خرابیهای مکرر، هزینههای بسیار بیشتری را در خط تولید به شما تحمیل خواهد کرد. طراحی اصولی، شبیهسازی نرمافزاری و استفاده از فولاد مرغوب، کلید موفقیت در تولید ناب و پرسود است.